






产品分类 更多>>



英标H型钢材料:
对于D>1mm的管焊缝,由于要求双壁单影透照,所评定的是单壁焊缝的质量,透照时应缩短X光机与管道的距离(焦距),缩短焦距使射线穿过上焊缝的不锈钢垫板,这样就可以避免倾斜透照时上、下焊缝垫板的投影相互交织在一起给照相带来的不利影响。对于D≤1mm的管焊缝,由于要求双壁双影透照,上、下焊缝均要评定,既要保证下焊缝的影像质量,又要保证上焊缝的影像质量,应增大X光机与管道的焦距以此提高底片的清晰度。
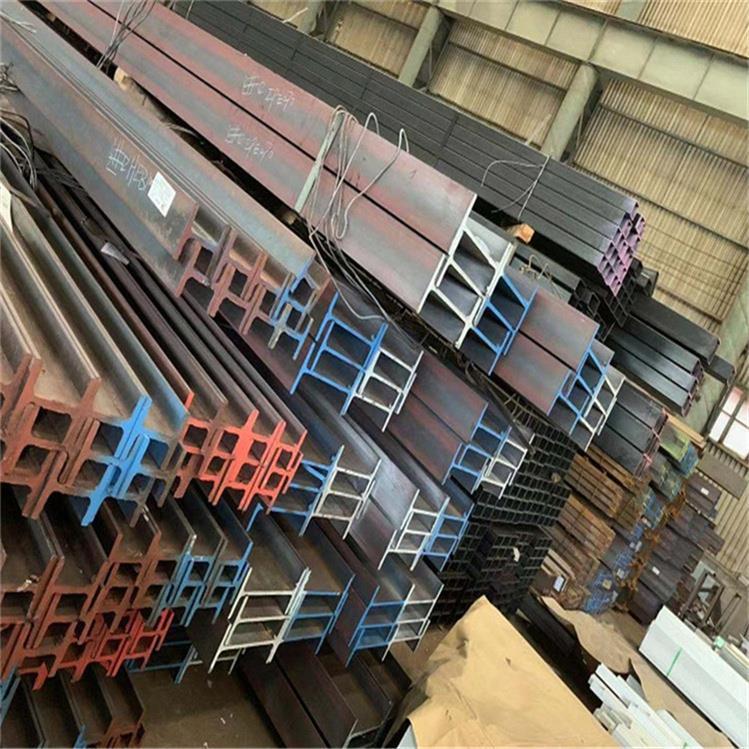
一、UB127*76*13英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢目前低合金度钢的发展与各种焊接工艺的发展足同步进行的,要特别注意确保这些钢能够具有适当的焊接性能。如果焊接操作得当,大部分低合金度钢是可以很好地进行焊接的。对于大型型钢和较高碳和锰含量的牌号,需要预热或采用低氢焊条。对于某些低合金度钢无论厚度是多少,都应采用低氧焊条。

二、UB127*76*13英标H型钢热扎工艺手段:a)开始轧制阶段,道次加工率较小,一般为2%-10%,因为前几道次主要是变铸造组织为加工组织,满足咬入条件。 布置问题

四、UB标H型钢规格型号表:
钢铁冶金:JFE使用YGW-23级(直径1.2毫米)焊接材料,采用MAG焊接(熔化极活性气体保护电弧焊,保护气体为80%Ar+20%CO2)对该H型钢进行了7层13道次的焊接,焊接输入热量为3千焦/毫米,道次间温度低于350℃。最终的焊接头试验结果说明:熔合线、焊接热影响区在-40℃低温下均得到大于200焦的高夏比吸收功值,该H型钢(包括焊接部)具有优良的低温韧性。日本钢铁工程控股公司(以下简称JFE)应用先进的热机械控制工艺(TMCP)开发出高性能H型钢。
对于D>1mm的管焊缝,由于要求双壁单影透照,所评定的是单壁焊缝的质量,透照时应缩短X光机与管道的距离(焦距),缩短焦距使射线穿过上焊缝的不锈钢垫板,这样就可以避免倾斜透照时上、下焊缝垫板的投影相互交织在一起给照相带来的不利影响。对于D≤1mm的管焊缝,由于要求双壁双影透照,上、下焊缝均要评定,既要保证下焊缝的影像质量,又要保证上焊缝的影像质量,应增大X光机与管道的焦距以此提高底片的清晰度。
一、UB127*76*13英标H型钢介绍:
英标H型钢执行标准:EN标准;英标H型钢有三个主要的质量等级S235、S275、S355等。例如:S235材质和S275材质代表的是碳素结构钢,S355是低合金钢。
英标H型钢目前低合金度钢的发展与各种焊接工艺的发展足同步进行的,要特别注意确保这些钢能够具有适当的焊接性能。如果焊接操作得当,大部分低合金度钢是可以很好地进行焊接的。对于大型型钢和较高碳和锰含量的牌号,需要预热或采用低氢焊条。对于某些低合金度钢无论厚度是多少,都应采用低氧焊条。
二、UB127*76*13英标H型钢热扎工艺手段:a)开始轧制阶段,道次加工率较小,一般为2%-10%,因为前几道次主要是变铸造组织为加工组织,满足咬入条件。 布置问题
四、UB标H型钢规格型号表:
钢铁冶金:JFE使用YGW-23级(直径1.2毫米)焊接材料,采用MAG焊接(熔化极活性气体保护电弧焊,保护气体为80%Ar+20%CO2)对该H型钢进行了7层13道次的焊接,焊接输入热量为3千焦/毫米,道次间温度低于350℃。最终的焊接头试验结果说明:熔合线、焊接热影响区在-40℃低温下均得到大于200焦的高夏比吸收功值,该H型钢(包括焊接部)具有优良的低温韧性。日本钢铁工程控股公司(以下简称JFE)应用先进的热机械控制工艺(TMCP)开发出高性能H型钢。





















